by Dennis G. Plowright
INTRODUCTION
Barratts occupied a site of over 5 acres in Wood Green and no other manufacturing confectioner in the country offered such a wide variety of sweets — about 200 lines were listed as in production in 1950 — and some of these were made in very large quantities. To quote from a company handbook they produced everything from 'lollipops to sherbet fountains, liquorice allsorts to brandy balls, sweet cigarettes to dolly mixtures, boiled sweets and toffees of all kinds, jelly babies and pastilles and nougat to love hearts lozenges — everything, in fact, that fills the confectionery counter with luscious colour and the heart of a child with longing'. Thus the firm of Barratt & Co was a household name for about 130 years and in the really 'big league' for 100 years of that time. The article that follows is a history of the firm and description of the factory and some of the processes from the founding of the company by George Osborne Barratt to the final closure of the site in 1980. The author worked there as Deputy Chief Engineer in the mid-1950s.
THE EARLY YEARS
In the early nineteenth century the Barratts were law bookbinders in Portugal Street near the Strand, but George Osborne Barratt (1827-1906) did not follow this trade and started work as a pastry cook. He married Sarah in 1847 and, for some reason not known, started a sugar confectionery business employing one sugar boiler at 32 Shepherdess Walk, Hoxton, just off the City Road. The enterprise was successful, it grew rapidly and neighbouring properties were bought up to permit the factory to expand. Part of this success was attributable to a product sold as 'stickjaw' that proved very popular with children.


-
Figure 1: Works Plan c. 1950
By 1880 further expansion was not possible due to lack of space on the Hoxton site so George decided to move out of London and bought a piano factory — Allsopp & Co., owned, appropriately, by a Mr. Ivory, and sited in Mayes Road, Wood Green. Expansion was rapid, 'A' building (Fig. 1) was erected in 1882, 'B' in 1883. A setback occurred in 1899 when a serious fire destroyed building 'C', a five-storey erection used for caramel, lozenge manufacture and export packing on the ground floor, but it was soon rebuilt. By 1904 buildings 'C' to 'H' were in use (Figs 2 & 3).

-
Figure 2. This drawing is taken from an original letter heading dated 1927. In common with many letter
headings of that period there is considerable artistic licence, for example there were not eleven chimneys nor
were there what appear to be palm trees in front of the factory

-
Figure 3. The front view of Barratt & Co, Mayes Road, c.1970 in the foreground. The houses to the left of the works entrance have since been pulled down and the entrance widened
Not much is known about the early days in the factory. They were, no doubt, like most similar factories of the period, labour-intensive under fairly primitive working conditions. Indeed in September 1890 there was a strike; about 200 came out but 1,000 kept working.
The strike seems to have been fomented by other Unions. The stated grievances were that there should be a half hour break for tea between 4 p.m. and 5 p.m. (the hours of work were from 8 a.m. to 8 p.m.); the abolition of fines, the provision of a proper place for meals, a 1/- per week rise all round and overtime to start at 6-30 p.m. on weekdays and 1 p.m. on Saturdays. The strike seems to have lasted about six weeks and Barratts quickly filled the strikers' places. The company had little time for Unions and I recall that Union labour was not employed in the Engineering Department even in the 1950s. Fines were imposed for trivial offences, lateness being one; indeed Barratts were obsessed with this aspect of work. It was the custom of the firm to give every worker a Christmas present and, in December 1913, this took the form of an alarm clock; Mr. G.W. Barratt personally presented about 2,000.
Conditions in the factory were, by present day standards, not good and the manufacturing processes labour intensive. Boilings would have been done over coke fires and, later on, by gas heated pans. There would have been little machinery although hand operated machines were in use.
An important event took place in 1908 when the firm was made into a limited company and a copartnership started by the company allocating £10,000 worth of shares to the 'most attentive and diligent' employees. By then there were nearly 2,000 of them and from these about 300 had an allocation of shares ranging from 15 to 200. The shares remained the property of the company and the dividends were paid to the shareholders. Profits were good: in 1910 the net profit was £32,088, a dividend of 4.5% being paid on the ordinary shares and 6.75% on preference shares. Coal and dock strikes reduced profits in 1912 to £25,624 but they had recovered to £40,175 in 1915. The sugar restriction order of 1917 affected the company badly and there were fears that it might have to close but this was avoided.
THE 1920s
We can begin to learn a little about life in the factory from the reminiscences of staff who had worked for the firm and contributed to a small booklet edited by Doreen Barratt entitled 'I worked for Barratts' which was published in 1970.

-
Figure 4: The Barratt family tree (from D. Barratt, 'I worked at Barratt's')
The mild economic euphoria that followed the end of the World War I had diminished by 1923 and there was a steady decline in the economy during the twenties followed by depression starting in 1930. The growth of, and conditions in, the factory during this period must be considered against the economic climate.
At the beginning of this period, boilings were still being done over gas fires, though probably not exclusively since a range of Lancashire boilers had been installed in 1911-12 (all hand fired) so that there must have been some process steam demand. Newspaper cuttings state that the factory burned 100 tons per week of coal, which, related to a 70-hour working week and with hand fired Lancashire boilers, might average out to an hourly steam demand of 18,000 lbs. There was little in the way of machinery. Eddie Butler, who started as a van boy in 1924, was transferred to the starch department in 1926 and records that all the work there was done by hand and that there were thousands of starch trays which had to be filled, levelled, printed, deposited and finally emptied. The Mogul machine which does this work mechanically had not been invented. In those days sugar pulling was a hand operation: the boil, perhaps 50 lbs. in weight, was allowed to cool to a plastic state and while soft was thrown over a hook fixed on to the wall. The sugar was pulled out to several feet then doubled back, thrown over the hook and again pulled. This process was repeated until the mass was sufficiently aerated. The work was physically tiring for it had to be done quickly before the mass lost its plasticity. Pulling machines came into use towards the end of the period and those used at Barratts were the brainchild of Frank Barratt. The machine is described in the section devoted to rock manufacture. Frank had several ideas and is regarded as the inventor of the batch roller. Among his other brainwaves was a device, which enabled a one armed person to put on a coat unaided. He also was a part owner in a company which manufactured a repeating rifle (The Esser-Barratt Repeating Arms Co., Ltd.). The company was formed in 1906 but the rifle was not a success since, on tests, it overheated with rapid fire.
Conditions in the factory were rather spartan. No overalls were provided and workers used sugar sacks, suitably cut and tied, to protect their clothing. There was no canteen, some gas lighting remained and there was a long working day under hot conditions. After the August holiday, work used to become slack and rather than lay workers off they were put to cleaning down and whitewashing the walls in readiness for the event of the year, the Exhibition. This took place in September in a mammoth marquee 140' x 40'; the first one of which had been held in 1896. It was timed to coincide with the Confectionery Fair held at the Agricultural Hall, Islington (later at Earls Court) and over 2,000 different lines were exhibited. The trade came to view and placed their orders and, as an inducement to buy, Barratts gave a 1¼% discount on all orders placed in person with the 50 or so sales staff on duty.
About this time lollipops came on the market and their manufacture will be described here since a comparison can be made, which is reflected in other processes, between working conditions in the 1920s and those in the 1950s. In the 1920s lollies were made in the starch room. The syrup was boiled and then deposited by hand into the cavities previously printed by hand in the starch trays. The trays were about 3'6" x 1'6" x ½" deep and made from wood. These were filled by hand with moulding starch and levelled before printing. The sticks were put in during filling by girls, who had to be very quick. After cooling, the trays were inverted, the adherent starch blown off the lollies, which were then placed into trays for packing. Packing took place in another building and four floors up at that. An army of girls, known as the chain gang, carried stacks of these trays on their heads up four flights of stairs (no lifts then) to the room where the sweets were wrapped in the familiar 'Jolly Lolly' greaseproof paper. The same chaingang girls took the empty trays back to the starch room. By 1950 lollipops were made mechanically. The boil was cooled, shaped by hand, put into a batch roller, necked to a 'rope' and this passed to a Forgrove forming machine with only one person in attendance who put the sticks into the correct recess before the plastic sugar was formed and the 'lolly' machine wrapped.
In the transport department a few lorries had come in by 1924 but there were still over 100 horses in use. These were used for all local delivery work also some lucky travellers had them, although the majority humped their heavy bags of samples on foot or by public transport. The lorries all had solid tyres but they used to tackle long journeys for example to Huddersfield, Bristol and the Midlands quite successfully.
All horse drawn vehicle and lorry maintenance was carried out in the factory, and for the former there were a large number of tradesmen — harness makers, blacksmiths, wheelwrights, stable hands etc. — all necessary to keep a fleet of horse drawn wagons moving (Fig. 5).

-
Figure 5. A traveller's van c.1910. The photograph has been taken in the large covered yard entered via the factory gates from Mayes Road.
1930-1945
In the 1930s conditions in all trades were bad and at Barratt & Co. there was not a lot of work in most departments. 'Old' Joe Stennett had retired leaving 'Young' Joe in charge and he had a pretty thankless task. This was not made any easier because of family dissension on the Board and, it is said, the fact that sides were taken by the workers. In 1938 'Young' Joe left through ill health and only H.O. Barratt remained.
The business had for some years previously begun to stagnate but all through the period of family dissension H.O. Barratt had kept the commercial side steady, running both buying and selling himself. In the latter he realised the importance of gaining the custom of the large stores, for example Woolworth's, as well as that of the multiple grocers of the day. To further this, and in the face of opposition from the Board, he secured the services of Martin Pitter from Crosse & Blackwell and appointed him, with a seat on the Board, to develop this tactic. Pitter soon realised the problems faced by the factory because these affected production, which could not keep pace with the large volume of business which he was generating. Arising from his discussions on the subject with H.O. Barratt, a manager from Crosse & Blackwell known to Pitter, one George Walsh, was appointed initially as Quality Manager, a title which would not upset anybody.
Walsh soon found that the factory was in a dangerous state as regards to some of the plant and he set about rectifying this by starting a programme of modernisation and updating equipment and with it came improvements in methods and production. Towards the end of this period he was made Factory Manager (later Works Director), and a good deal of the reorganisation work was carried out under wartime conditions which, in some ways was helpful since there was less internal opposition and things were done which, under peacetime conditions, might have been looked at more closely. From that period the company progressed and by the end of the War it was in a healthy condition.
1945-1965
This was a period of consolidation and expansion. The company was flourishing after the war years and the only difficulty was a shortage of labour, slight in the first years of the period but becoming increasingly difficult towards the end. Men for process work, girls for light work and packing were in very short supply and it was almost impossible to recruit mechanics and electricians who were so necessary for the rapid mechanisation needed to overcome the labour shortage.
Mr. H.O. Barratt was Chairman and Managing Director with Dudley Saward (later well known as an author and particularly for his biographies of 'Bomber' Harris and Bernard Lovell) as his personal assistant, later as Assistant Managing Director. George Walsh was Works Director, W.E. Whitaker Chief Engineer and D.R. Felstead Chief Chemist. Saward left in 1957 and Dennis Randall joined the company first as personal assistant to Mr. Barratt then as Assistant Managing Director as will be detailed later. In 1960 a 'five year plan' was drawn up for further mechanisation of the processes, orders were good and everything looked very rosy. At this time Felstead resigned to devote more time to his own laboratory furnishing business and W.E. Whitaker was replaced as Chief Engineer by J. Milne. Alas H.O. Barratt died in 1965 and this event, although it was not realised at the time, sounded the death knell of the company.
1965-1980
Not long after the death of H.O. Barratt the company received an informal approach from the Chairman of George Bassett & Co. Ltd., of Sheffield, one D. Gordon Johnson, with a view to a 'merger', a euphemism for a take-over, which is precisely what happened. At the time Barratts were doing very well indeed and they were ahead in the five-year modernisation programme. Geo. Bassett were also doing well, but their type of business was fundamentally different from that of Barratts in that the former made only a few lines on a very modern mass production scale; their products were promoted by extensive advertising and their export side was excellent. They had bought out Wilkinsons of Pontefract and owned the Dutch liquorice firm of De Faam in Breda. Unlike Barratts they had few labour problems. The two firms should have been very complementary for there was little competition between them since their productions were so different. Indeed there were positive advantages in merging due to reducing transport costs. For these reasons Barratts decided to talk.
After many discussions it was agreed in October 1966 that Bassetts would take over Barratts and the former company acquired the whole of the share capital: from that time Barratts became a wholly owned subsidiary while, for the time being, maintaining their identity. Barratts were represented on the main board at Sheffield by Geo, Walsh and Dennis Randall, who were greatly outnumbered by five to two.
For four years between the take-over in October 1966 and October 1970 most things seemed to go well at Wood Green, no restrictions were noted, production was excellent and in excess of targets. In this Wood Green was greatly helped by the output from Halton's of Uddingston factory (a Scottish firm acquired in 1960) but within two years Bassetts had taken over the control of the Scottish company and, without a detailed knowledge of the processes, only succeeded in reducing output generally and the quality of some lines. Nevertheless these four years were very profitable at Wood Green. By 1970 G. Walsh had retired and D. Randall was Managing Director. The forecast for five years had been given and, despite the loss of control of the Scottish factory, had been exceeded every year. However, the parent company was not content to stand by and reap the rewards. The Wood Green factory became saddled with overheads from Sheffield, for example, Group Engineering, which it did not use or want, yet still turned in profits.
As a result of continued friction engendered by interference from Sheffield and the resultant reaction to this by D. Randall, the Group Chairman appointed consultants to give their advice: this was that Wood Green be closed, production to be expanded at Sheffield, Johnson to remain as Chairman and Randall to be Chief Executive. Not surprisingly the last recommendation did not find favour with the Board, a new Chief Executive was advertised for and D. Randall resigned.
The site at Wood Green struggled on for a few more years but there was a steady decline all round. Buildings fell into poor repair, some machinery was taken to Sheffield and generally the factory was fast becoming a poor relation. Despite all this it made some contribution to overall profits and, at a Dinner in 1977, the Chairman said of Wood Green "we must never kill the goose that lays the golden eggs" a death sentence if ever there was one. Within six months production had ceased, the remaining plant was taken to Sheffield, sold or scrapped and the gates finally closed in 1980.
Most of the buildings remain in situ, including the office block with its fine frontage, motto "Labor et Probitas" and the initials of the four directors E., G., F. & A. above the entrance.
CAXTON CHOCOLATE COMPANY
This company was formed in 1935. A German, Kurt Lewendavski, who had worked in the chocolate industry in Berlin, approached H.O. Barratt and Barratt & Co., agreed to provide a factory building and all the services while owning 50% of the shares. Caxton supplied its own plant. It was never very successful in the retail field but more so as a manufacturer of couverture. In 1960 Barratts sold their holding but retained the building as part of their freehold.
WORKING CONDITIONS AND STAFF BENEFITS
In the early days of the firm and probably until the 1930s conditions were pretty rough although this was the case in most factories, no overalls were provided and the workers dressed in any old things with aprons made from discarded sugar sacks. Everything was done by hand or by hand operated machines. The buildings were whitewashed and gas jets were in place as standby until the 1920s.
The wages paid were not high but in line with similar factories, but the company additionally paid what was known as the September share out where each person who had not been late on more than 10 occasions during the year received £2-10s bonus. The hours of work were from 8 a.m. to 8 p.m. and it is recorded that the Directors themselves observed this rule.
Until the 1930s there was no canteen, indeed the lack of this was one of the demands of the strikers in 1908. In the departments where there were still coke fires the workers would place their dinners near to them to be kept warm for eating at the proper time. Later Mr. Frank Barratt had a steam-oven made and installed in the sugar sack room. As a worker clocked on he placed his dinner in the oven and the sack man turned the steam on just before lunchtime; dinners were eaten where it was most comfortable. The directors had their meals in the Board Room. These were cooked by Kate Hussy on a small gas stove in the front office gatehouse.
By the end of the 1930s things were changing for the better. A social club had been formed by G.Walsh and M.Pitter and this was later taken over and run by Doreen Barratt; it provided a club room, snooker, darts, dancing and a dramatic section, there was also a fishing club which was popular. The canteen was opened on the top floor of the old stables building and there were separate rooms for workers, senior staff and Board members, for the latter two, meals were not paid for. A surgery was established with a full time nurse and visiting doctor and the factory also had a full time dental centre and chiropodist.
WHAT MADE BARRATT & CO. SUCCESSFUL?
To what did Barratt & Co. Ltd. owe its remarkable success? Right from the start the company set out to give good value to the child customer, it did not aim to make high-class low volume confectionery but to produce high edible volume for children. Thus the majority of their lines were low denomination count lines sold for low prices such as 10, 8 or 4 sweets for a penny. This policy meant that weights and sizes and, in foam work, the density also, had to be very closely controlled. This was not easy. To show the importance of this factor the example of aniseed balls may be taken. These sold for 8 a penny. Suppose that a small increase in the diameter occurred, the change in weight would be proportional to the cube of this increase: with a weekly output of many thousands of balls this would result in a serious increase in the cost of materials.
That Barratt & Co. was able to overcome these problems was due to the experience and vigilance of their employees at foreman level; many of these had worked for the company since leaving school and were well aware of the implications of strict control. In this they were helped by a shallow management structure, which gave the Managing Director and his assistants direct access to the department supervisors. Discussion on problems was always direct and no information or instruction was passed on second-hand. The result of this was good communications in both directions to obtain clear and swift reactions when there was need.
Figure 6 shows the management structure c.1968. These are, of course, only some of the people, after 45 years some of the names escape me.

-
Figure 6.: Barratts management structure c.1968
FACTORY SERVICES
WATER
Water was supplied from two sources. The principal source was the Metropolitan Water Board supply; in 1955 the cost of this was about 5/- per 1,000 gallons. The other supply was from the firm's own pumped artesian well. This was delivered to a large storage tank on the roof of a five-storey building (a part of the tank was wired off so that one of the directors could keep trout in it). This water was principally used by the Caxton Chocolate Co. for cooling purposes. There was a very large wooden natural draught cooling tower, this may have been used to cool the Caxton water after use or its function may have been to cool the engine condenser water; it was not in use during my time at the factory.
STEAM
A battery of six Lancashire boilers had been installed during the period 1911-1912: a photograph shows one arriving and being placed on its settings. The boilers were by Galloway and the weight — 30 tons — is prominently stencilled on the shell. The boilers were initially hand fired with one stoker to each boiler, which seems to be excessive. By the 1960s the boilers had been fitted with Hodgkinson Low Ram coking stokers. The working pressure must have been around 180 psig since steam for high boilings was required at 150 psig on some pans. At some time in the 60s these boilers were taken out and replaced by oil fired boilers, perhaps 3-pass wet-back firetube packaged boilers since they were very popular at the time due to the low cost of oil (about 9d per gallon for 3,500 second heavy oil in 1965).
ELECTRICITY
In the 1920s electricity supplies were by no means standardised and there was a diversity of supplies within the London boroughs. Sometimes the same Borough might offer both D.C. and A.C, supplies. At Barratts it is recorded that the electrical system was different from that of Wood Green in the 1920s and power was obtained from several small dynamos located around the factory; from this I surmise that it was a low voltage D.C. supply. Jack Cresswell joined the firm as Chief Electrician in 1920 and found that a start had been made on the modernisation of the plant but that this had been brought to a halt by the 1914-1918 war. Thus he found both low voltage D.C. and some A.C., the latter no doubt supplied from the steam engine/generator set installed just before the War but not brought into service until afterwards. Unfortunately I have been unable to find anything by way of technical details of this plant, which was not in use in my time, but it was a very impressive piece of machinery.
The engine was a single cylinder built on the 'Uniflow' principle. In this design steam is admitted first to one side of the cylinder and, at the end of the stroke, to the other side, while exhaust takes place via a ring of exhaust ports at the centre these being uncovered by the piston at the end of each stroke. To quote L.J. Todd who, in 1881, patented the principle, the object was 'to produce a double acting steam engine which shall work more efficiently, which shall produce and maintain within itself an improved gradation of temperature extending from each of the two hot inlets to the common central cold outlet which shall cause less condensation of the entering steam'. The principle was developed by Prof. Stumpf in Germany and, as an engine with drop valves on the inlets enjoyed success as a stationary engine, the design being built by many British firms, principally by Robey of Lincoln. I was told that the Barratt engine, the maker unfortunately not known, was on show at the Alexandra Park Exhibition and that Barratt & Co. bought it direct from there when the exhibition closed. The engine was not in use in 1955 and all equipment was powered by a standard 415v 3-phase 50 cycles supply. The engine was scrapped in 1960.
COMPRESSED AIR
A small compressed air service was supplied by two Nash Hytor compressor sets. No. 1 handled 115cfm of free air and No. 2 handled 210cfm of free air.
THE ENGINEERING DEPARTMENT
It seems that Barratt & Co always had a liking for doing everything themselves, and from at least the 1920s the engineering department was an important feature of the factory, certainly by 1950 practically everything of an engineering nature was done in house. Thus there was a large and well-equipped machine and fitting shop (Foreman — Percy Brown), a separate development workshop which built prototype machines (Foreman — Eddie Wood), an electrical workshop (Foreman — J. Cresswell later Wilson), a building and carpentry section (Foreman — Montgomery) as well as other functions such as coppersmithing (Lou. Stead), welding (Frank Farge), blacksmithing (L.Brown) and coachbuilding (all of the lorry bodies were built, painted and lettered within the factory). Chief Engineers recorded from the 1920s were Stephenson, Snowden, who held the position for many years, Whitaker and Milne.
The standard of equipment was said to be low in the 1920s and, in some cases unsafe (a not uncommon feature of industrial plant in those and earlier days) and it was not until the period before the 1939-1945 War that efforts were made to improve standards. Line shafting, apparently, from photographs, not satisfactorily guarded, was systematically replaced by individual drives and the guarding of machinery improved. The safety of pressure vessels also received greater attention.
Although some of the earlier plant seems to have been made by Barratts engineering department (a particularly lethal twin arm sugar puller comes to mind, also paste mixers, paste brakes and a tangerine ball roller) it was not until the early 1950s that a start was made to mechanise as much as possible, this ambition spurred on by a chronic shortage of labour. A good deal of the equipment from this period was developed in Eddie Wood's workshop from which the first prototypes came: in this context mention may be made of equipment for filling sherbet fountains, improved sweet cigarette making machinery, mechanical extrusion and forming of scout pipes, mechanical rock sizing, the sherbet filling of boilings for sherbet centres and others. The maintenance was, in theory, on a planned preventive system, a good idea in principle but not particularly effective because production never wanted to part with machinery when the service time came round. In practice there was a speedy system for dealing with breakdowns which were telephoned through to the engineers' office where Lil Clarke, the Engineer's secretary, issued the details to the appropriate section. The author developed a system which ensured that for all new plant and for much of the older equipment, such essential spares as oil seals, bearings, sprockets etc were kept in stock and segregated for each piece of machinery: this saved a great deal of time in the event of a breakdown. On the whole plant maintenance worked smoothly. In production departments where the mechanical equipment was complex e.g. wrapping and forming machinery, there was a resident fitter with a workbench on the spot for maintenance; they all became very used to the vagaries of the machines in their section and this system worked very well.
Records of plant, drawings etc, were kept in a small Drawing Office with two draughtsmen (Crane and Knight).
SOME PROCESSES AND THE PLANT EMPLOYED
Except where specifically mentioned the descriptions given relate to the 1950s. All units here, and throughout the article, are Imperial units.
ROCK
This department was run by Gerry Toll. The sugar mixture was boiled in some rather antiquated copper vacuum pans, a 'boil' weighing about 150 lbs. About 40 lbs. was separated and kept warm, the rest was 'pulled'. Barratt designed and made pullers were used: each machine had two arms, each fitted with two pulling prongs l½" diameter by 18" long, the arms were geared together so that the prongs were 90 degrees out of phase with each other. The drive was by flat belt and fast/loose pulleys operated by a large handy lever to a Leys chain reduction drive to the machine. The whole machine looked, and was, quite lethal since it was impossible to guard the pulling prongs. The 'boil' was hung on to the prong facing outwards and the machine started, just as it seemed that the boil was about to fall off into the tray underneath it was caught up by the prong on the other arm and stretched. Then the next prong, 90 degrees further on, came into play and the mass was folded over on itself and so on, the boil being stretched and folded entrapping air, until it was ready: this did not take long. Meantime part of the boil remaining had been coloured red and with this and some pulled sugar, letters 2" high x 24" long were made up from alternate pieces of white and red sugar, still plastic. When the pulled sugar was ready it was shaped up into a cylinder about 24" long and 8" diameter and the letters spaced round the periphery with white sugar between each letter; all the while the mass was kept warm because the work was being performed on steam heated tables, but it needed fast work. The letters were then covered with white sugar, then the final red coating. Finally a 'neck' was formed to the cylinder and the rock pulled out by hand. The pulled rock was broken into roughly 12' lengths and rolled out to size on steam tables by girls, although sizing by eye they were remarkably accurate. When sized the rock was pushed off on to adjacent cooling tables, cut for size and wrapped. (Figs. 7 & 8)
As can be imagined this was a labour intensive process demanding considerable skill; the author tried to develop mechanical rock sizing with some success about 1955 but this really came too late. By then the former annual production of 40 tons/week had begun to decline due to small manufacturers operating locally producing so cheaply that Barratts could not compete.
SWEET CIGARETTES
The earliest sweet cigarettes (these are a dried paste mixture) were made by hand, the paste was roughly pulled out and the sticks rolled to size on tables similar to the sizing of rock. By 1955 the paste, mixed in Baker-Perkins mixers, was extruded by multiple nozzle Low and Duff extruders on to trays. The trays were stacked and, after drying, the cigarettes were cut to length, placed upright in a box, the ends painted red and finally packed by hand into open packets previously made in machines from Molins of Deptford. Due to the need to maintain accuracy in diameter to control weight the extruders were scrapped c. 1960. Then the paste was rolled to a sheet and passed between rotating rollers, which were grooved, the grooves being semicircular and half the size of a cigarette. After a short period for case hardening the cigarettes were cut and dried as previously described. In the 1960s about 30 tons per week were made. (Fig. 9)

-
Figure 7. Rock Manufacture: In this picture the cylindrical boil has been 'necked' and the rock is being pulled
out by hand. The rock is kept warm and plastic on heated tables.

-
Figure 8. Rock Manufacture: a cylindrical rock boil after having been placed in position, the excess length is seen
sticking out of the end, and the boil cased with red sugar.

-
Figure 9. The sweet cigarette packing line c.1950.
SHERBET PRODUCTS
The Barratt formula for sherbet was finely milled sugar, cornflour, tartaric acid, health salt, flavouring and bicarbonate of soda. The sugar was milled in pin mills and these produced 6 cwts. per hour. The ingredients were mixed in a horizontal trough mixer. The most popular sale for sherbet was in the form of sherbet fountains, a cylindrical carton covered with the familiar 'Barratt' yellow paper, containing the sherbet which was sucked up via a liquorice tube afterwards eaten. This line was very labour intensive. The cartons were made from rolls of thin card and yellow paper on a six-station Geneva controlled machine by Hesser Maschinenfabrik (ultimately seven in use). The tubes emerged upright and were filled, liquorice tube inserted and closed by hand. Circa 1960 a method of filling the tubes straight from the Hessers was developed. The upright tubes were taken off vertically between two rubber belts running slightly slower than the Hesser machine delivery. Thus the cylindrical section was compressed ito a straight-sided 'oval'. Above, and in line with the conveyor, a trough having a 1/8th slit in the bottom was placed. The trough contained the sherbet, which was fed into the tubes by means of a rotating brush the speed of which could be regulated to control the discharge (the same principle had been used by the author c. 1955 to sprinkle lozenges with starch, in this case the bottom of the trough was formed by a fine wire mesh).
Another product was the familiar sherbet 'dab', a flat bag filled with sherbet had a dipper consisting of a toffee on a stick by which means the sherbet was transferred to the mouth. These dabs were filled on some rather old 'Autovac' machines, which were mainly used in the seed trade. In about 1957 this line was transferred to Royston.
STARCH GOODS
These comprised such sweets as fondants, jellies, shrimps, bananas, etc.
The basis of starch work is as follows. Shallow trays are filled with moulding starch (untreated starch, when fresh, will not mould properly, to make it suitable a little oil is added): previously used starch is preferable. The trays are levelled and then 'printed' by impressing the shape desired into the starch by suitable projections carried on a moulding board. The impressions are filled — 'deposited' — allowed to set or dry, inverted over a sieve to remove the starch, shaken and brushed. The starch is collected and reused. In the old days all this was done by hand. Before World War II a machine called a 'Mogul' was invented and in this the trays were levelled, printed, deposited and stacked for drying, and later after drying they were inverted, shaken and the sweets ejected.
An important starch line from the 1960s was foam work, it appeared in several forms but the leading line was 'shrimps'. Foam was an aerated gelatinous sweet and control of the beating process in "Z" blade mixers was highly critical to obtain the correct density. The starch had to be just right since the surface easily picked up starch — 'starch struck' — that spoiled the appearance.
In the case of jellies there is always an adherent film of starch, which makes a smooth jelly look less attractive. These were polished by feeding them into a drum 7' long x 1'6" diameter lined with corrugated felt and turning at 35 rpm. The drum had a tilting mechanism to regulate the throughput, the felt was kept moist with edible vaseline oil. The drum handled about 3 to 4 cwts per hour. (Fig 10)
If the jellies were to be sugared they were placed on to a wire mesh conveyor and steamed to make the surface tacky. The conveyor discharged into a drum 7' long x 1'6" diameter, having inside a coarse pitched screw feed by which means the sweets were conveyed through it, Sugar was fed into the drum, the sugar not adhering to the tacky sweets falling to a hopper underneath the drum through the wire mesh which formed part of the drum's surface. This sugar was returned by a small conveyor for re-use. In practice the surplus sugar became damper and damper and there came a time when it had to be changed. Another sugaring machine made by a confectionery machinery manufacturing company and working on a different principle also had this problem which was never satisfactorily overcome.

-
Figure 10: This is a view of part of the pan room. The pans revolve and the contents
are coated with layer after layer of sugar.

-
Figure 11. An old type Mogul machine probably c. 1938. The trays are moving from the left, having been
'printed' and the depressions are about to be 'deposited'.
The starch stoves and sweet drying stoves were similar. The trays were stacked on to wheeled bogies and the drying effected by means of heated air circulated by fans. Damp air was extracted, fresh air fed in but after the initial drying when the air left practically saturated the majority was recirculated. All of this was controlled by Drayton Duplex regulators on each stove operating the damper ductwork, but the design of the system was not particularly good and the controls gave a good deal of trouble.
LIQUORICE
Liquorice is obtained from the root of the plant Glycyrrhiza Glabra. The roots are crushed and the liquorice extracted with hot water in stirred vessels. It is then concentrated and dried to a brittle mass or powdered.
Liquorice for sweets is boiled in stirred pans with the necessary additions, one being the leftovers from other lines, in Barratts this was known as 'hobby'. The hot mixture was filtered through screens in vertical filter presses. In early days the pressure for filtering was applied by hand screws, these were later motorised. In 1954 tests were made using a Comet positive displacement pump for filtering: the pump applied great pressure and filtration was much improved. The refined mixture was then either extruded or rolled into shapes before being dried. Drying took place in stoves similar to those used for starch goods, the approximate moisture content entering the stove being 40%, and after drying about 15%, the air temperature was 140/460°F. with a relative humidity of 25%. A prototype stove was designed and supplied by the Sovex Co. of Charlton and this was being tested in 1954. The stove took trays of liquorice with continuous infeed and take away and had a drying time of between 70 and 120 minutes.It gave a good deal of trouble, not because of any inherent design fault but simply that the trays (in aluminium and of size 5'4" x 1' 2" x ½" deep) were not made to a sufficiently close tolerance and easily became deformed in use. Owing to this, trays being transferred from one stack to another (there were seven stacks each with 69 trays) often jammed. When this happened all the trays had to be removed until the culprit was found. Ultimately moulded plastic trays were used more successfully.
Liquorice Allsorts were made by plying up flavoured paste work rolled into thin sheets with similarly rolled out liquorice. The sheets were then cut to the desired sizes. Liquorice pellets with non-pareils (hundreds & thousands) were made by steaming the pellets and sprinkling on the non-pareils similarly to sugaring jellies. Mixing of the sweets to ensure an even distribution was done on a wide slow-moving conveyor belt. The trays of individual sweets were tipped on and mixing took place by the sweets falling from one conveyor to another. By this means the mixing was done so slowly that the shape of the sweets was not impaired.
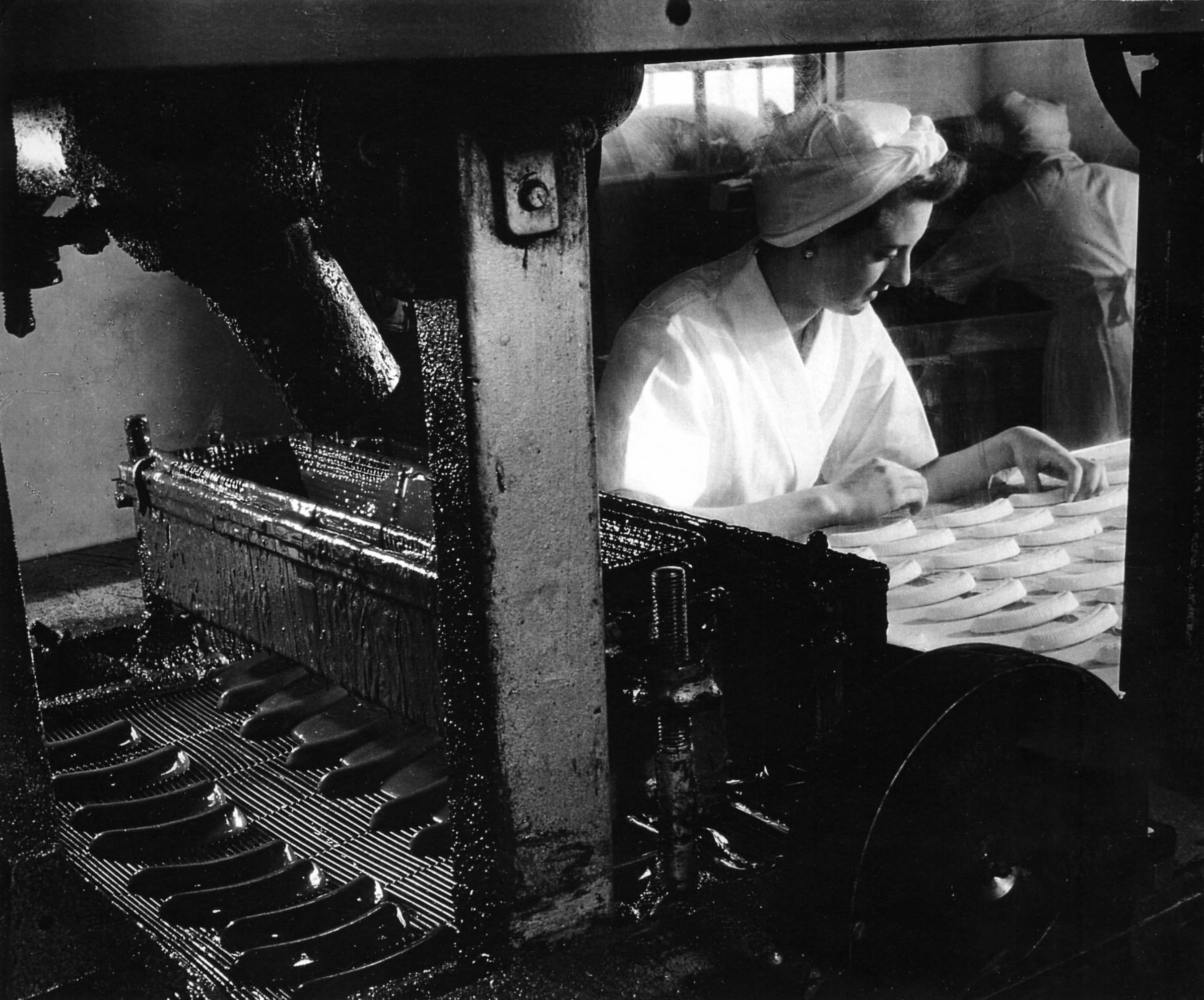
-
Figure 12. Chocolate 'bananas' being enrobed. The bananas were made in a Mogul machine from a sweet banana
flavoured foam mixture. After the starch removal they were placed on the feed conveyor carefully positioned
so as not to touch one another and passed through the chocolate enrober. The chocolate trough is heated
and kept filled via the feed pipe positioned over it. Date probably c. 1940.
BOILINGS
This heading covers a great variety of confectionery. Simple boiled sweets, for example acid drops, are termed 'high boilings' and the sugar mixture is boiled at about 320°F — this was carried out in open tilting pans for the most part; the pans steam heated. Vacuum pans, in which the sugar boiled at a lower temperature than would be the case with atmospheric boiling, were not used for high boilings but were used for rock. Film cookers were also in use. These were a form of scraped surface heat exchanger consisting of a vertical steam jacketed cylinder having an internal rotor with a small clearance between the vanes and the cylinder. By this means the syrup was spread out into a thin film and boiling took place readily; the residence time was a matter of seconds only and the process was, of course, continuous. In the 1960s vacuum cookers were introduced replacing many open pans.
In the early days the syrup was allowed to cool to a plastic state and the sweets worked up by hand, but by 1955 the sweets were formed and wrapped automatically. The plastic mass was rolled into a cylindrical shape, then elongated and placed in a heated batch roller. This machine consisted of two tapering truncated conical rollers with their axes horizontal, these revolved first in one direction then in the reverse direction thus rotating the batch. Underneath the rollers were steam pipes to keep the batch warm and a cover was provided on the top. The machine could be tilted to obtain the optimum inclination for feeding the rope from the outlet. This narrow end was then passed through drawing rollers to bring it to size before entering the sweet former; in this the plastic sugar was moulded to the desired shape, cooled quickly and wrapped. Machines such as the Forgrove 'Plasmat' could produce 600 sweets per minute.

-
Figure 13. Caramel and Toffee Department

-
Figure 14. The caramel and toffee department c.1950. The long machine on the right is a batch roller by Rose of
Gainsborough and the attendant girl is watching the 'rope' going into the forming machine
If a soft centre was required, e.g. for chocolate limes, the soft centre mix was pumped into the centre of the mass in the batch roller and pulled out with the rope. Powder centres, e.g. sherbet lemons were made by opening the rope longitudinally, feeding in the sherbet by means of a miniature screw conveyor, closing the longitudinal opening thus entrapping the powder and passing the rope to the forming machine where, in the moulding, the ends were pinched off thus sealing in the sherbet.
In pan goods e.g. aniseed balls, gob stoppers etc. the sweets were made in revolving pans inclined at an angle. The sweet was started off with a centre, these were put into the pan and coated with a quantity of syrup with the pan revolving. Successive additions of syrup, often of differing colours, were made, and, by this means, the diameter of the balls slowly built up while maintaining the spheroidal shape. There were about 16 large pans in the room and 'the noise, like a very rough sea on a pebble beach' needed to be heard to be believed. Speech was impossible. Smaller pans were used for coating sweets such as comfits and dragees.
CARAMELS AND TOFFEES
These are a class of boiling but not a high boiling. They depend for their flavour on the proportions of fat and milk, which they contain. At Barratts the mixture was boiled in steam heated pans fitted with vertical stirrers that could be raised to allow the pan to tilt. These were made by Brierley, Collier & Hartley or Hardaker. The glucose was measured into the pan via a transparent cylinder of the precise volume required for the mixture. The boiled syrup was then cooled, formed into sweets and wrapped in a similar manner to boiled sweets.
The seven descriptions of the manufacture of familiar sweets were only a few of the lines made by Barratts, in all the company made about 200 lines. In 1955 with a workforce of over 1,000 the firm made about 300 tons of sweets per week.

-
Figure 15
INTERESTS OUTSIDE WOOD GREEN
By the 1950s it was becoming increasingly difficult to recruit labour. To help overcome this shortage and maintain production the company started an evening shift from 6pm to 10pm but this was not enough. It was decided that premises should be sought where labour was available and in 1954 the old Brewery at Royston, once Philips' Brewery, was bought. Plant was installed and the site commenced operations in 1956 under the management of John Broadley. The factory mainly made sherbet dabs and dippers, milling all the sugar, mixing the sherbet and filling the bags. Liquorice tubes and the dippers for the 'dabs' were sent from Wood Green. The factory also made pop-corn with gas fired 'popping' sugared and coloured in revolving pans. The maintenance was looked after by Len Staines, who transferred there from the Wood Green fitting staff. About 100 persons were employed before closure.
About 1960 Barratts bought the small Scottish confectionery manufacturing firm Halton's of Uddingston: this company made toffee, Edinburgh Rock, etc. New plant was installed, particularly for starch goods, but eventually a new factory was built on the site with Jim Bates in charge. The extra production was very valuable and a delivery depot was established which saved distribution from Wood Green, with considerable savings. Owing to the success with the Scottish depot similar depots were set up at Hazel Grove and Pontypridd. Both of these depots were for delivery work but eventually both carried out some light packing.
Barratt & Co also became involved in some overseas ventures. The company bought into Liam Devlin of Dublin and held a 50% share. Ventures were also made in Australia (Barratt, Payne & Co.) and South Africa. None of these proved successful and were short lived.

-
Figure 16: Open tilting type sugar boiling pans c.1950. The pan at the end is fitted with a stirring mechanism which has been raised to allow the pan to be tilted.
ACKNOWLEDGEMENTS
Many people have helped me in the preparation of this article. I particularly wish to thank Dennis Randall without whose unstinting help I would not have been able to complete the story. I also thank Rita Read, Local History Officer, at the Bruce Castle Museum, who provided me with many photos, maps and data relating to the early days of the company. Others, who helped me include John Elton Barratt who provided most of the photographs from his personal archives, David Evans, who, coincidentally, is working on the making of a film about the company, Eddie Wood, Barbara Mills of Trebor-Bassett, Mike Harding, Assistant Curator Mechanical Engineering, Science Museum, and Albert Pinching of the Hornsey Historical Society. My grateful thanks to all.
© GLIAS and authors, 2004